


Pentru fabricarea îmbinărilor dure (un strat) pe oțeluri structurale nealiate/scăzut aliate cu rezistență mai mare pe oțeluri cu mangan ridicat și oțeluri CrNiMn
Rezistență ridicată la fisurare la cald, proprietăți bune de duritate și rezistență
Metalul de sudură se întărește, făcându-l potrivit pentru uzură, rezistent la acumulări de pe ambreiaje, roți dințate, arbori, etc. Potrivit pentru repararea sudării uneltelor.
Temperatura de aplicare max. 300°C.
Date de exploatare:
Polaritate – DC+
Gaz de protecție (EN ISO 14175) – M12, M13
Dimensiune (mm) – 0.8; 1.0; 1.2
Aportul de căldură recomandat max. 2,0 kJ/mm și temperatură între treceri max. 150ºC.
Temperatura de preîncălzire și interpas, conform cerințelor
Metal de bază
Gaz de protecție: Ar + 1 – 2% O2, Ar + 2 – 3% CO2
Clasificări:
EN ISO Norma A – EN ISO 14343-A
Clasificare EN ISO A – G 29 9
AWS/SFA Norma A – AWS A5.9 / SFA-5.9
Clasificare AWS/SFA A – ER312
Detalii consumabile de sudura:
CLASA AWS – ER312CLASA EN ISO – G 29 9
NORM AWS – AWS A5.9 / SFA-5.9
NORMA EN ISO – EN ISO 14343-A
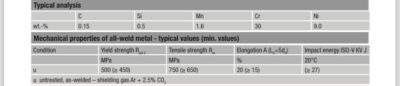
Proprietăți mecanice – Condiția 1:
Condiție – u
Limita de curgere Re – 500 MPa
Rezistenta la tracțiune Rm – 750 MPa
Alungire A (L0=5d0) – 20 %
Temperatura 1 – 20 °C
Valoarea impactului 1 ISO-V KV – 27 J
Analiză tipică (Compoziție chimică):
C – 0,15 %
Si – 0,5 %
Mn – 1,6 %
Ni – 9 %
Cr – 30 %





Recenzii
Nu există recenzii până acum.